

具有抗拉强度高、延展性和韧性高、热线胀系数低、抵抗腐蚀能力强、硬度高、耐磨性强等特点。薄壁
港华燃气集团于2013年6月开始在华东区域进行薄壁不锈钢管使用试点工作。本文根据薄壁不锈钢管的自身特点和试点过程中遇到的一些问题,提出优化方案。
薄壁不锈钢管是用壁厚为0.6~2.0mm的不锈钢带(对于大口径的管道使用不锈钢板)采用自动氩弧焊等焊接工艺制成的管材。在制管成型后还要经过焊缝整平、在线固熔、锯管(管道定尺长度一般为3~6m,也能够准确的通过需方要求提供其他尺寸)、管端倒角去毛刺、工艺性能测试(包括压扁试验、扩口试验、液压试验、气密性试验、涡流探伤、晶间腐蚀试验、盐雾试验等)、焊缝酸洗钝化等工艺过程,最后对管道进行激光喷码、包装、入库。
薄壁不锈钢管生产流程中焊缝整平、在线固熔、涡流探伤为管道质量控制的关键流程。
焊缝整平工艺是指在线处理薄壁不锈钢管道焊缝,同步对管道内外焊缝进行反复碾压,经过控制碾压强度和次数使管道内外焊缝平整,彻底去除内外焊缝余高且焊缝与母材平齐,使焊缝与母材平滑过渡,使有缝焊管无缝化。经焊缝整平处理后的薄壁不锈钢管内外壁光滑,手感细腻,具有非常好的不锈钢金属光泽。
在线固熔处理就是在生产线上将薄壁不锈钢管加热至高温(1060℃±20℃),使碳化物相全部或基本熔解,碳固熔于奥氏体中后快速冷却至室温,使碳达到过饱和状态,从而得到单一奥氏体组织的一种热处理工艺。
在线固熔处理工艺可以消除薄壁不锈钢管材及管件在生产的全部过程中产生的材料应力和焊缝应力,降低使用的过程中发生应力腐蚀的可能;能恢复管材和管件生产的全部过程中的晶界变化,防止使用的过程中的晶间腐蚀;可以消除管材和管件生产中的奥氏体向马氏体转化的现象;可以还原不锈钢材料表面的光亮。
涡流探伤是利用电磁感应原理,检测导电构件表面和近表面缺陷的一种探伤方法,其原理是用励磁线圈绕组使导电构件内产生涡电流,借助探测线圈测定涡电流的变化量,从而获得构件缺陷的有关信息。
通过涡流探伤可以最大限度地发现薄壁不锈钢管的内部缺陷,来保证产品的出厂质量。
GB 50028—2006《城镇燃气设计规范》第10.2.6条规定:“薄壁不锈钢管的连接方式,应采用承插氩弧焊式管件连接或卡套式管件机械连接”;CJJ 94—2009《城镇燃气室内工程项目施工与质量检验收取规范》第4.3.3条规定:“薄壁不锈钢管应采用承插氩弧焊式管件连接或卡套式、卡压式、环压式等管件机械连接”,其中卡压式又分为单卡压式和双卡压式两种连接方式。文献[1]对承插氩弧焊式管件连接、卡套式、单卡压式、环压式管件机械连接及其优缺点进行了详细的分析,本文不再赘述。
双卡压式机械连接是以带有符合介质特性的密封圈的承l5管件连接管道,用专用卡压式工具在密封圈两侧同时进行卡压,使接口起到密封和锁固作
用的连接方式。与单卡压式连接相比,双卡压式连接强度和抗外力能力都大大增强。本文中薄壁不锈钢管连接方式选用双卡压式机械连接。
薄壁不锈钢管材、管件的材料牌号及化学成分应符合GB/T l2771—2008《流体输送用不锈钢焊接钢制管》(以下简称GB/T l2771—2008)、GB/T19228.1—2011《不锈钢卡压式管件组件第l部分卡压式管件》(以下简称GB/T l9228.1—2011)和GB/T l9228.2—201 1《不锈钢卡压式管件组件第2部分连接用薄壁不锈钢管》(以下简称GB/T19228.2—2011)的规定,材料牌号为06Crl9Nil0(统一数字代号为$30408)。根据外直径的不同,薄壁不锈钢管材分为Ⅰ系列和Ⅱ系列两种规格,考虑到Ⅰ系列的管材外直径规格较多,不易与管件相匹配,故在试点工作中选用Il系列管材与管件。本次试点工作中使用的薄壁不锈钢管最大公称直径为50mm,且选用壁厚较大的管道,推荐使用的薄壁不锈钢管尺寸见表1。

双卡压式机械连接用的0形密封圈材质为氢化丁腈橡胶,其性能应符合GB/T l9228.3—2012《不锈钢卡压式管件组件第3部分0形橡胶密封圈》的规定。氢化丁腈橡胶是由丁腈橡胶进行特殊加氢处理而得到的一种高度饱和的弹性体,拥有非常良好耐油性、耐热性、耐化学腐蚀性以及较高的抗压缩永久变形性能;同时氢化丁腈橡胶还具有高强度、高撕裂性能、高耐磨性能等特点。
由于不同金属具有不一样的电极电位,当不同金属接触时就会有电位差,在一定条件的作用下就会引起电化学腐蚀(即电偶腐蚀),电位差越大的两种金属接触时越容易发生电化学腐蚀。不锈钢与碳钢的电位差约为与铜合金电位差的3倍,为减小由于不一样的材质金属间电位差引起的电偶腐蚀,薄壁不锈钢管材、管件与无缝钢管或镀锌钢管管材、管件连接时,应采用铜质管件或铜质阀门进行过渡。
薄壁不锈钢管与铜质阀门使用特制螺母活动对接管件进行连接,螺母活动对接管件一端为双卡压式承口,另一端为活动螺母。连接时,双卡压式承口端先与薄壁不锈钢管进行双卡压连接,另一端使用活动螺母加铜质双外丝接头与铜质阀门连接。
薄壁不锈钢管道上使用的阀门应为铜质或不低于管材材质的不锈钢类材质。管道支架或排卡(用于同时固定多根公称直径较小的管道)采用与管道同材质不锈钢制作。
管材、管件应储存于无腐蚀介质的干净环境内,避免杂乱堆放和与其他物件混放。存放时,不一样的规格的管材应分别堆放,并做好标志。管材、管件严禁与其他金属物质接触,防止产生电化学腐蚀,不应与水泥浆、水泥、砂浆、拌合混凝土非间接接触,防止造成锈蚀。
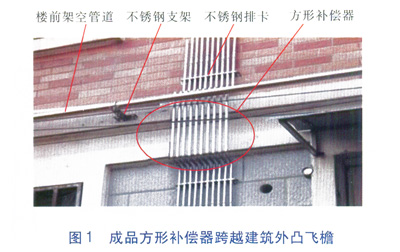
当燃气管道有必要进行温度补偿或跨越建筑物的沉降缝、伸缩缝、建筑外凸飞檐时,应采取补偿方法。方形补偿器是常见的自然补偿方法之一,可由4个90°弯头制作而成(安装后共有8个机械连接点),但在实际应用时,由薄壁不锈钢弯头现场制作成的方形补偿器很难做到安装整齐,效果很不美观且施工耗时较长。
为降低施工难度、减少施工时间、实现管道安装美观效果,在试点工作中特委托产品供应商定制相应尺寸的成品薄壁不锈钢方形补偿器(公称直径为15mm,尺寸为290mm×570mm×290mm,方形补偿器两端各伸出100mm,见图1)。方形补偿器的使用既美观又便于施工,同时又可减少管件的机械连接点数量(与使用90°弯头制作的方形补偿器相比,使用成品方形补偿器安装后,每处可减少6个机械连接点),减少了安全隐患。
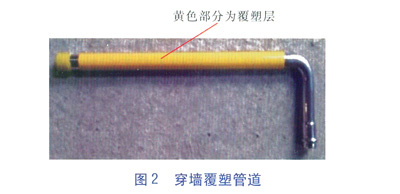
根据CJJ 94—2009《城镇燃气室内工程项目施工与质量检验收取规范》,穿越建筑墙、楼板时,燃气管道敷设于套管内且宜与套管同轴,套管与管道之间的间隙采用密封良好的柔性防腐、防水材料填实,套管与建筑物之间的间隙采用防水材料填实。
为避免填充材料对穿墙薄壁不锈钢管的腐蚀,穿墙部分管道一般用防腐粘胶带进行缠裹,但此工序耗时且质量受施工工人人的因素影响较大。在试点工作中特委托产品供应商对穿墙部分直管段进行覆塑处理,并以成品管件形式提供(见图2)。
为避免套管与建筑物间的防水材料外漏影响整体美观,在室内外穿墙套管端口各增加一只穿墙盖板(见图3)。

对于采用户外集中挂表方式的室内燃气工程,表箱内的表进气口侧汇管根据燃气表数量进行专门定制。汇管使用DN 25mm薄壁不锈钢管、DN 25mm×l5mm变径三通、DN 25mm管帽进行双卡压式机械连接制作而成,分为四表箱汇管、五表箱汇管、六表箱汇管、七表箱汇管等。表进气口侧汇管在生产车间内连接、进行压力试验,由产品供应商以成品管件形式提供,每个成品汇管都具有产品供应商提供的产品合格证和检测报告。成品汇管的使用减少了现场施工的双卡压连接工艺环节,这样既提高了工作效率,又提高了安全可靠性。
①目前国内尚无燃气用薄壁不锈钢管材的专用标准。本次试点工作中使用的薄壁不锈钢管材的执行标准为GB/T l2771—2008和GB/T l9228.2—2011,但GB/T l2771—2008规定的适合使用的范围为“输送流体用耐蚀不锈钢焊接钢制管”,GB/T l9228.2—2011规定的适合使用的范围为“供水工业管道系统”,两者皆没有明确是否适用于室内燃气工程。但与GB/T 19228.2—2011相配套的管件标准GB/T l9228.1—2011规定的适合使用的范围却为“公称尺寸不大于DN 100、公称压力不大于PNl6(即1.6MPa)的燃气等不锈钢管路用卡压式管件的设计、制造和验收”。另外,上述管材及管件标准均不是专对于燃气用薄壁不锈钢管提出的技术方面的要求,且不同标准规定的一些技术指标也存在差异。
②目前国内尚无双卡压式连接方式的标准。中国工程建设标准化协会(CECS)已编制了《双卡压式薄壁不锈钢燃气管道施工及验收规程》,该规程规定了“薄壁不锈钢双卡压式连接和双卡压粘接式连接工艺和室内明设的输送燃气管道工程的施工作业”的有关要求,但此规程仍处在“征求意见稿”阶段。
因此,亟需有关部门尽快出台燃气用薄壁不锈钢管材和双卡压式连接方式的标准,通过有关标准来统一各项技术要求。
在薄壁不锈钢管安装过程中,其管件接口为双卡压式一次成型的安装方法。若一次卡压失败或试压时管件接口发生泄漏,就必须对其进行破坏式割除,原管件作废,并且为方便下道连接施工工序,需将作废管件前后一定长度内的管材也一并割除,再使用新的管件及管材来连接割除的那部分管道,如此则将增加管件、管材和接口数量,实施工程的成本增加,安全可靠性降低。为避免或减少二次施工,需对双卡压式连接实施工程人员的熟练程度和技术水平提出更高的要求。
对于以橡胶密封圈作为密封材料的连接方式,密封圈的质量和寿命决定了薄壁不锈钢管系统的整体常规使用的寿命。本次试点工作中使用的密封圈材质为氢化丁腈橡胶,产品供应商的书面材料上显示该产品常规使用的寿命可以超过70年。但目前密封圈的生产、检测和使用环节都存在不确定因素。因此,如何选定燃气用密封圈的材质,掌握密封圈在使用中的老化情况,确定密封圈在燃气系统中的常规使用的寿命,还需相关的单位一起努力[2]。
[1]陈文,张玉梅,曾令基.燃气薄壁不锈钢管的性能与连接方式比较[J].煤气与热力,2011,31(6):B27-B30.
[2]杨海翔,王文想,彭知军.薄壁不锈钢管的选用与实践[J].煤气与热力,2014,34(3):B20-B30.


